BOSM -12010 ellentétes fejű fúró marógép


1. Használatagép :
A BOSM-12000* 1000 fix gerendás CNC portál kétoszlopos fej-fej fúró- és marógép egy speciális szerszámgép a kotrókarok/pálcák megmunkálásához. Párna, megvalósíthatja a munkadarab gyors feldolgozását, a munkadarab fúrható, marható és fúrható az effektív lökettartományon belül, a munkadarab egyszerre feldolgozható a helyén (nincs szükség másodlagos rögzítésre), a be- és kirakodási sebesség gyors, a pozicionálási sebesség gyors, és a feldolgozási pontosság nagy. Magas, magas feldolgozási hatékonyság.
2.A gép szerkezetejellemzői:
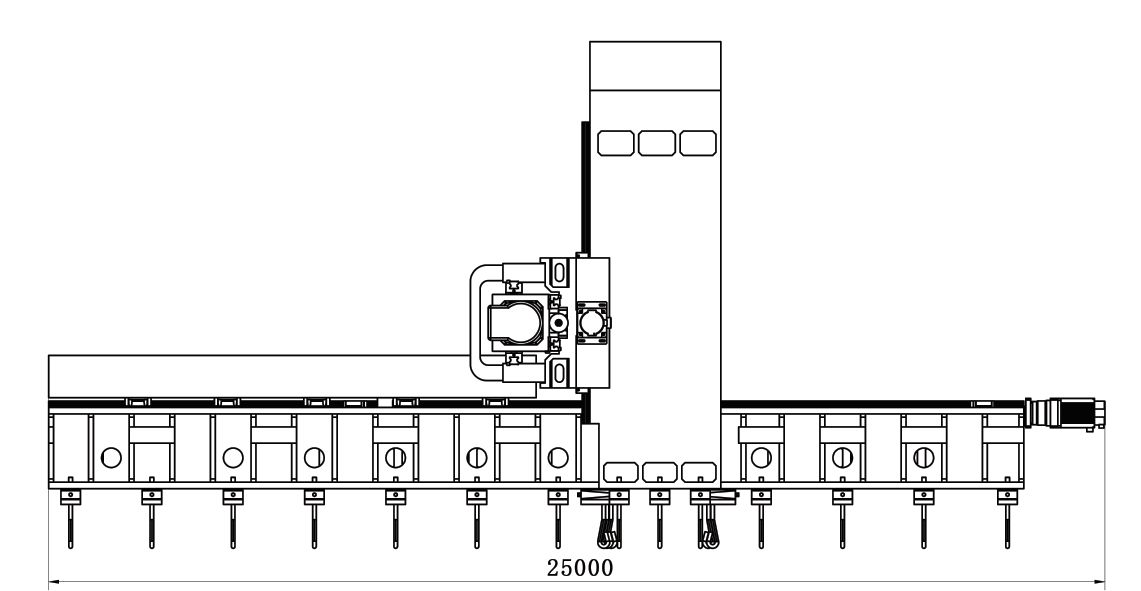
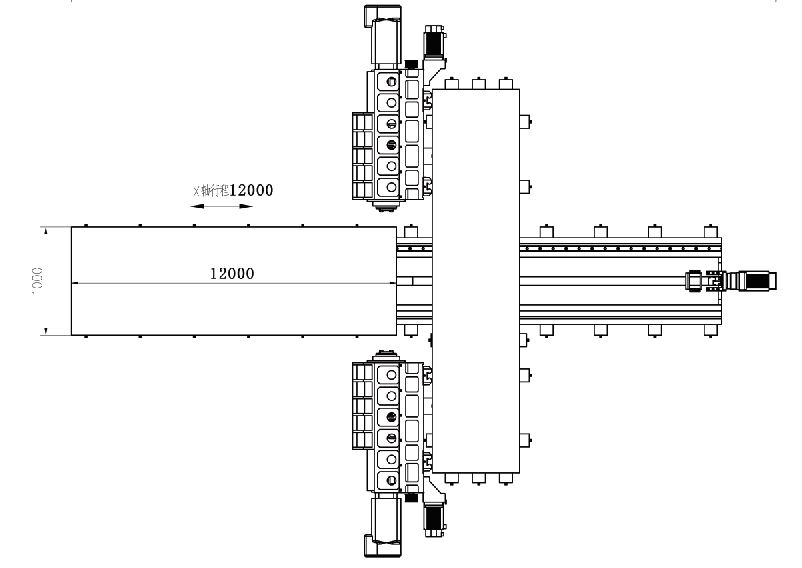
A szerszámgép fő alkotóelemei: ágy, munkapad, bal és jobb oszlopok, gerendák, portál összekötő gerendák, nyergek, kosok stb., nagy részek gyanta homok öntvényből készülnek, kiváló minőségű szürkevas 250 öntvény, melegen izzítva homokbánya → vibrációs öregítés → hőkezelés Kemencében végzett izzítás → vibrációs öregítés → durva megmunkálás → vibrációs öregítés → forró kemence izzítás → vibrációs öregítés → befejező, teljesen kiküszöböli az alkatrészek negatív feszültségét, és stabilan tartja az alkatrészek teljesítményét. A rögzített ágy, a bal és jobb oszlopok, a portál és a munkapad mozog; Marás, fúrás, fúrás, süllyesztés, menetfúrás stb. funkcióval rendelkezik. A szerszám hűtési módja külső hűtés. A szerszámgép 5 előtolótengelyt tartalmaz, amelyek 4 tengelyes összeköttetést és 5 tengelyes egyszeres működést tudnak megvalósítani. 2 tápfej van. A szerszámgép és a hajtófej tengelye az alábbi ábrán látható.


2.1.Az axiális erőátviteli betápláló rész fő szerkezete
2.1.1.X-tengely:A munkaasztal oldalirányban oda-vissza mozog a rögzített ágy vezetősíne mentén.
X 1-tengelyes hajtás: AC szervomotor és nagy pontosságú bolygócsökkentő, amelyet golyóscsavar hajt meg, hogy megmozgassa a munkapad mozgását az X-tengely lineáris mozgásának megvalósításához
Vezetősín forma: két nagy szilárdságú, precíziós lineáris vezetősín fektetése.
2.1.2 Z1 tengely:Az erőfej és a nyereg függőlegesen az oszlop elülső oldalán van felszerelve, és fel-le mozognak az oszlop vezetősíne mentén.
Z1-tengelyes sebességváltó: AC szervomotor és szinkron kerék a golyóscsavar meghajtására szolgál a nyereg meghajtására a Z-tengely lineáris mozgásának megvalósítása érdekében
2.1.3 Z2 tengely:Az erőfej és a nyereg függőlegesen az oszlop elülső oldalán van felszerelve, és fel-le mozognak az oszlop vezetősíne mentén.
Z2-tengelyes erőátvitel: AC szervomotor és szinkron kerék a golyóscsavar meghajtására szolgál a nyereg meghajtására a Z-tengely lineáris mozgásának megvalósítása érdekében.
2.1.4 Y1 tengely:Az elektromos fej nyereg függőlegesen van felszerelve a jobb oldali oszlop elülső oldalára, és balra és jobbra mozog az oszlop vezetősíne mentén.
Y1 tengelyes sebességváltó: AC szervomotor és nagy pontosságú bolygócsökkentő a nyomószár meghajtására szolgál, hogy áthaladjon a golyóscsavaron, hogy megvalósítsa az Y1 tengely lineáris mozgását
2.1.5 Y2 tengely:Az elektromos fej nyereg függőlegesen van felszerelve a jobb oldali oszlop elülső oldalára, és balra és jobbra az oszlopvezető sín mentén mozog.
Y2-tengelyes erőátvitel: AC szervomotor és nagy pontosságú bolygócsökkentő a nyomószár meghajtására szolgál, hogy áthaladjon a golyóscsavaron, hogy megvalósítsa az Y2 tengely lineáris mozgását.
2.2.A fúró- és marófej mozgásiránya (beleértve az 1-es és 2-es erőfejet is) négyzet alakú nyomófej szerkezetet alkalmaz, a legfejlettebb huzalkemény kombinált vezetősín-módszert, a kemény sínt erős alátámasztás veszi körül, 4 lineáris görgős vezetősín párok vannak vezérelve, és a hajtás váltakozóáramú szervomotort alkalmaz. Hajtsa meg a szinkronszíjat (i=2) és a precíziós golyóscsavaros átvitelt, a teljesítményfej a szervomotort alkalmazza, hogy lassítsa a szinkronszíjon és a szinkronkeréken keresztül, a nagy teherbírású precízió által vezérelve. vezetősín pár, és meghajtja a függőleges gömbcsavart, hogy elforduljon, megvalósítva az erőfejet. Végezze el a függőleges mozgást fel és le, és nitrogén kiegyensúlyozó rúddal van felszerelve, hogy csökkentse a gépfej teherbírását a csavaron és a szervomotoron. A Z-tengelyű motor automatikus fék funkcióval rendelkezik. Áramkimaradás esetén az automata fék szorosan fogja a motor tengelyét. , hogy ne tudjon forogni. Munka közben, amikor a fúrószár nem ér hozzá a munkadarabhoz, gyorsan előtolás lesz; Amikor a fúrófej hozzáér a munkadarabhoz, automatikusan munkaelőtolásra vált. Amikor a fúrófej behatol a munkadarabba, automatikusan gyors visszatekerésre vált; Amikor a fúrófej vége elhagyja a munkadarabot és eléri a beállított pozíciót, a munkaasztal a következő furatpozícióba lép, hogy megvalósítsa az automatikus keringést. A tápfej a huzal és a kemény sín kombinációját alkalmazza, amely nemcsak a berendezés futási sebességét biztosítja, hanem nagymértékben növeli a berendezés merevségét is. És megvalósíthatja a zsákfurat fúrását, marását, letörést, forgácstörést, automatikus forgácseltávolítást stb., ami javítja a munka termelékenységét.

(bal oldali erőfej)
2.3. Forgácseltávolítás és hűtés
A munkapad alatt mindkét oldalon spirális és lapos láncos forgács szállítószalagok vannak felszerelve, és a forgács a végén automatikusan a forgácsszállítóra üríthető a spirális és láncos lemezek két fokozatán keresztül a civilizált gyártás megvalósítása érdekében. A forgácsszállító szalag hűtőfolyadék tartályában hűtőszivattyú található, amely a szerszám külső hűtésére használható a fúrófej fúrási teljesítményének és élettartamának biztosítására, valamint a hűtőfolyadék újrahasznosítására.
3.Teljes digitális numerikus vezérlőrendszer:
3.1.A forgácstörés funkcióval a forgácstörési idő és a forgácstörési ciklus az ember-gép interfészen állítható be.
3.2.A szerszámemelő funkcióval a szerszám emelési magassága az ember-gép interfészen állítható be. Amikor a fúrás eléri ezt a magasságot, a fúrószár gyorsan felemelkedik a munkadarab tetejére, majd a forgácsot eldobja, majd gyorsan továbbítja a fúrófelületre, és automatikusan munkavégzésre vált.
3.3.A központi működtető vezérlődoboz és a kézi egység numerikus vezérlőrendszert alkalmaz, és USB interfésszel és LCD folyadékkristályos kijelzővel van felszerelve. A programozás, tárolás, megjelenítés és kommunikáció megkönnyítése érdekében a kezelőfelület olyan funkciókkal rendelkezik, mint az ember-gép párbeszéd, hibakompenzáció és automatikus riasztás.
3.4.A berendezés funkciója a furat helyzetének előzetes megtekintése és újbóli ellenőrzése a feldolgozás előtt, és a művelet nagyon kényelmes.
4. Automatikus kenés
A szerszámgépek precíziós lineáris vezetősínpárjai, precíziós golyós csavarpárjai és más nagy pontosságú mozgáspárok automatikus kenőrendszerrel vannak felszerelve. Az automatikus kenőszivattyú nyomóolajat bocsát ki, a mennyiségi kenőolajkamra pedig belép az olajba. Az olajkamra olajjal való feltöltése után, amikor a rendszer nyomása 1,4-1,75 Mpa-ra emelkedik, a rendszerben lévő nyomáskapcsoló zár, a szivattyú leáll, és ezzel egyidejűleg a leeresztő szelep is tehermentesít. Amikor az olajnyomás az úton 0,2 Mpa alá csökken, a mennyiségi kenőgép elkezdi feltölteni a kenési pontot, és befejez egy olajfeltöltést. A mennyiségi olajbefecskendező pontos olajellátásának és a rendszernyomás érzékelésének köszönhetően az olajellátás megbízható, biztosítva, hogy minden kinematikus pár felületén olajfilm legyen, csökkentve a súrlódást és a kopást, valamint megelőzve a a túlmelegedés okozta belső szerkezet. , a szerszámgép pontosságának és élettartamának biztosítása érdekében. A csúszó vezetősínpárhoz képest az ebben a szerszámgépben használt gördülő lineáris vezetősínpárnak számos előnye van:
①A mozgásérzékenység magas, a gördülő vezetősín súrlódási tényezője kicsi, csak 0,0025 ~ 0,01, és a hajtóerő jelentősen csökken, ami csak a hagyományos gépek 1/10-ének felel meg.
② A dinamikus és a statikus súrlódás közötti különbség nagyon kicsi, és a követési teljesítmény kiváló, vagyis a vezetési jel és a mechanikai hatás közötti idő rendkívül rövid, ami elősegíti a reakciósebesség és a érzékenység javítását. a numerikus vezérlőrendszer.
③ Alkalmas nagy sebességű lineáris mozgásra, és pillanatnyi sebessége körülbelül 10-szer nagyobb, mint a csúszó vezetősínek.
④ Megvalósíthatja a hézagmentes mozgást és javíthatja a mechanikai rendszer mozgási merevségét.
⑤ Professzionális gyártók által gyártott, nagy pontossággal, jó sokoldalúsággal és könnyű karbantartással rendelkezik.

5. Géphasználati környezet:
Tápellátás: háromfázisú AC380V ± 10% , 50Hz ± 1 Környezeti hőmérséklet: 0 ° ~ 45 °
Öt, a fő műszaki paraméterek:


6. Műszaki paraméterek
| Modell | BOSM12010 | |
| Maximális feldolgozási munkadarab mérete | Hosszúság × szélesség × magasság (mm) | 12000×1000×1500 |
| Maximális vágó átmérő | 200 mm | |
| Gantry maximális takarmány | szélesség (mm) | 1300 |
| munkaasztal mérete | Hosszúság X szélesség (mm) | 12000*1000 |
|
Vízszintes hengeres típusú fúrófej teljesítmény fej egy kettő
| Mennyiség (2) | 2 |
| Orsó kúpos | BT50 | |
| Fúrás átmérője (mm) | Φ2-Φ60 | |
| Menet átmérő (mm) | M3-M30 | |
| Orsó fordulatszám (r/perc) | 30-6000 | |
| Szervoorsó motor teljesítménye (kw) | 37 | |
| Az orsó orrának távolsága az asztal közepétől (mm) | 150-650 | |
| Egyetlen nyomószár bal és jobb lökete (mm) | 500 | |
| A nyomószár közepe és az asztal síkja közötti távolság (mm) | 200-1700 | |
| A nyomószár fel és le lökete (mm) | 1500 | |
| Ismételhetőség | 300mm*300mm | ±0,02 |
| Szerszámgép méretei | Hosszúság × szélesség × magasság (mm) | rajzok szerint |
| Bruttó tömeg (t) | (kb.) 62 | |

A fenti paraméterek előzetes tervezési paraméterek. A tényleges tervezésben a munkadarab megmunkálási követelményei és a szerszámgép tervezési követelményei szerint változhatnak, hogy megfeleljen a vállalat feldolgozó alkatrészeinek követelményeinek.