
Nagy teherbírású CNC fúró marógép

CNC fúró és marógép
Nagy sebességű CNC fúró- és marógép
Gépi alkalmazás
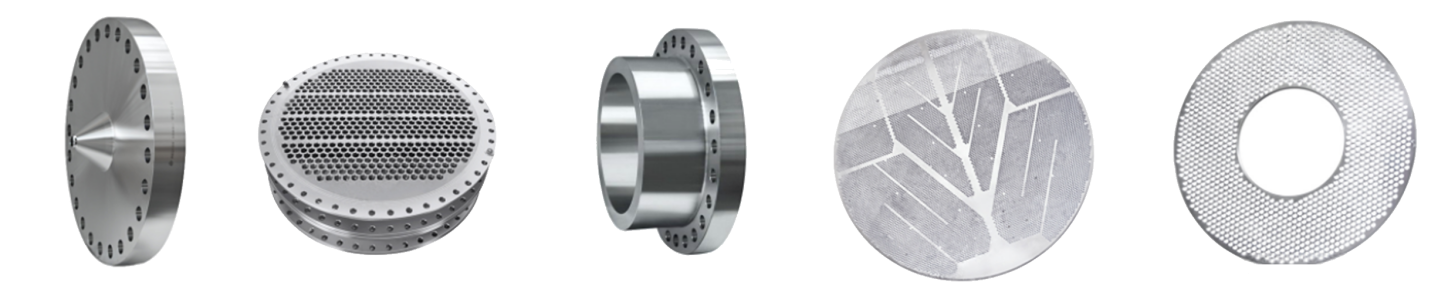
A CNC fúró- és marógépeket főként az effektív tartományon belüli vastagságú munkadarabok, például lemezek, karimák, tárcsák és gyűrűk hatékony fúrására használják.Átmenő lyukak és zsákfuratok fúrhatók különféle anyagokra.A gép digitálisan vezérelhető, könnyen kezelhető.Automatizálást, nagy pontosságot, többféle fajtát, tömegtermelést érhet el.
A különböző felhasználók feldolgozási igényeinek kielégítése érdekében cégünk különféle gépeket fejlesztett ki.A hagyományos modellek mellett a vásárlók aktuális igényei szerint is testreszabható.
A gép szerkezete
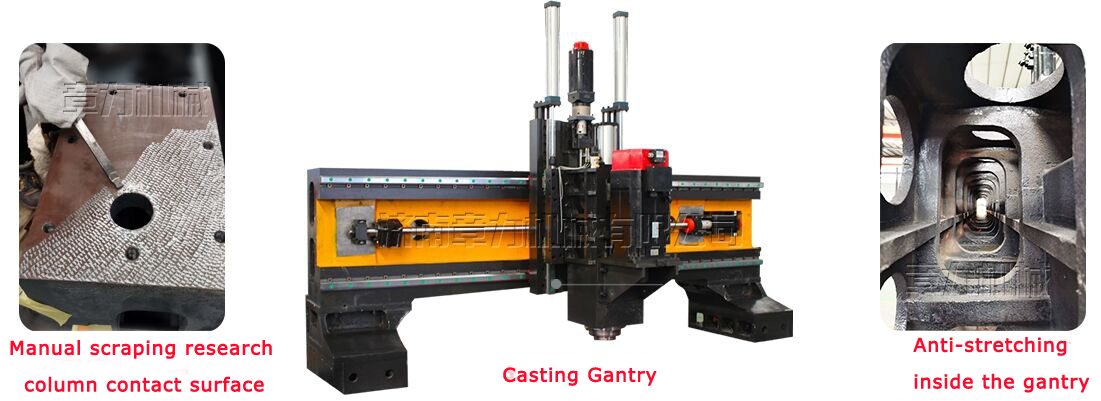
Ez a berendezés főként ágyasztalból, mozgó portálból, mozgó csúszó nyeregből, fúró- és maróorsóból, automatikus kenőberendezésből és védőberendezésből, keringető hűtőberendezésből, CNC vezérlőrendszerből, elektromos rendszerből és így tovább áll.A gördülősorvezető és a precíziós vezérorsó meghajtás támogatása és vezetése, a gép nagy pozicionálási pontossággal és ismételt pozicionálási pontossággal rendelkezik.
1)Munkaasztal:
A munkaasztal öntvényszerkezettel rendelkezik, és a síkban egy T-horony van, ésszerű kidolgozási elrendezéssel a munkadarabok rögzítéséhez.Az ágy felett T-hornyok vannak elrendezve.A meghajtórendszer váltóáramú szervomotort és precíziós golyóscsavart használ mindkét oldali meghajtáshoz, hogy a portál az Y tengely irányába mozogjon.Az ágy alján állítható csavarok vannak elosztva, amelyekkel könnyen állítható az ágyasztal szintje.
2)Movingportál:
A mobil portál 250-es szürkevasból van öntve, és a portál elülső oldalán két szupernagy kapacitású gördülő lineáris vezetőpár van felszerelve.Egy precíziós golyóscsavarpár és egy szervomotor az erőfejet az X-tengely irányába csúsztatja.Egy fúrófej van felszerelve az elektromos fej csúszóára.A portál mozgását a szervomotor valósítja meg, amely a golyóscsavaron lévő gömbhuzalt a precíziós tengelykapcsolón keresztül hajtja meg.

3)Movingcsúszó nyereg:
A mobil csúszó nyereg egy precíziós öntöttvas szerkezeti elem.Két ultra-nagy kapacitású NC síncsúszda és egy precíziós golyós csavarpár és egy nagy pontosságú bolygócsökkentő csatlakozik a szervomotorhoz a fúrófej meghajtásához.A Z-tengely irányában történő mozgással gyors előre, előre, gyors visszatekerés és a motorfej leállítása lehetséges.Automatikus forgácstörés, forgácseltávolítás, szünet funkciókkal.
4)Fúrófej(Orsó):
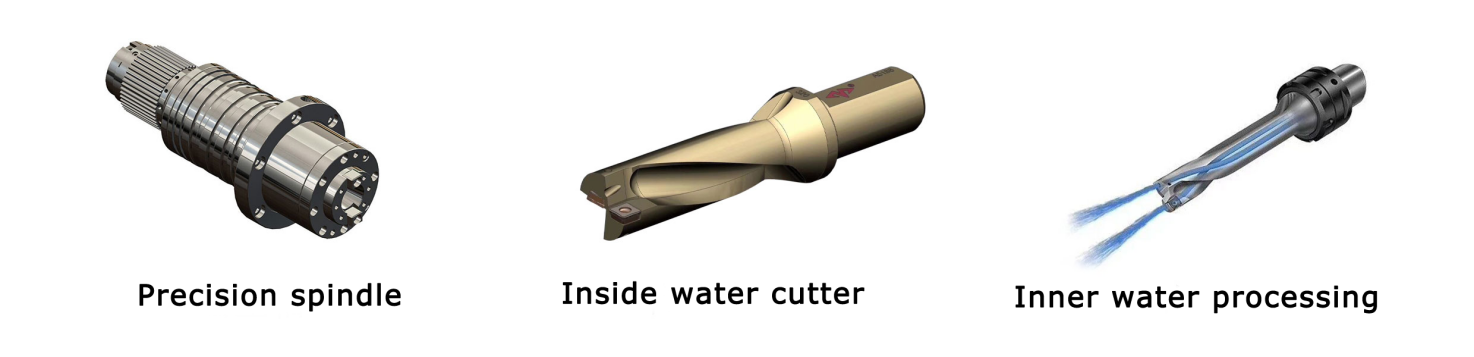
A fúrófej egy dedikált szervoorsós motort használ, amely egy speciális precíziós orsót hajt meg a fogazott szinkronszíj lassításával a nyomaték növelése érdekében.Az orsó elülső három-, két- és ötsoros japán szögérintkezős csapágyakat használ a fokozatmentes sebességváltás eléréséhez.Gyors és egyszerű csere, a tápot szervomotor és golyóscsavar hajtja.Az X és Y tengely összekapcsolható, a félig zárt hurkú vezérlés pedig lineáris és körinterpolációs függvények megvalósítására szolgál.
Az orsó vége egy BT40 kúpos furat, amely Olaszországból származó Rotorfoss nagy sebességű forgócsuklóval van felszerelve, amely nagy sebességű U fúrót (erőszakos fúró) és magfúrót használhat a víz elvezetésére. Az orsó középső vízkivezető funkciója javíthatja a vágási hatékonyságot, valósítsa meg a mélylyuk megmunkálását és védje meg a szerszámot a használati költségek csökkentése érdekében.
5)Automatikus kenőberendezés és védőberendezés:
például vezetősínek, ólomcsavarok, állványok stb., holtsarkok nélkül, hogy biztosítsák a szerszámgép élettartamát.A szerszámgép X- és Y-tengelye porálló védőburkolatokkal van ellátva, a munkapad köré vízálló fröccsenés elleni védőburkolatok vannak felszerelve.

6)CNC vezérlőrendszer:
6.1 A forgácstörés funkcióval a forgácstörési idő és a forgácstörési ciklus az ember-gép interfészen állítható be.
6.2 A szerszámemelő funkcióval a szerszám emelési magassága az ember-gép interfészen állítható be.Ilyen magasságú fúráskor a fúrószár gyorsan felemelkedik a munkadarab tetejére, majd a forgácsot kidobja, majd gyorsan előre a fúrófelületre, és automatikusan a munkadarabra alakítja át.
6.3 A központi működtető vezérlődoboz és a kézi egység numerikus vezérlőrendszert alkalmaz, és USB interfésszel és LCD folyadékkristályos kijelzővel van felszerelve.A programozás, tárolás, megjelenítés és kommunikáció megkönnyítése érdekében a kezelőfelület olyan funkciókkal rendelkezik, mint az ember-gép párbeszéd, hibakompenzáció és automatikus riasztás.
6.4 A gép funkciója a furat helyzetének előnézete és újraellenőrzése a feldolgozás előtt, és a művelet nagyon kényelmes.

7)Sínbilincs
A bilincs egy bilincstestből és egy működtetőből áll.Ez egy nagy teljesítményű funkcionális alkatrész, amelyet a gördülő lineáris vezetőpárral használnak.Erős szorítóerőt hoz létre az ék alakú blokk-tágulási elv révén.Merevséget növelő tulajdonságok.
Jellemzők:
- Biztonságos és megbízható, erős szorítóerő, rögzíti a nem mozgó XY tengelyt a fúrás és menetfúrás során.
- Rendkívül nagy szorítóerő, növeli az axiális előtolás merevségét, és megakadályozza a vibráció okozta mikromozgást.
- A gyors reakció, a nyitási és zárási reakcióidő mindössze 0,06 másodperc, ami védi a szerszámgépet és javítja a csavar élettartamát.
- Tartós, nikkelezett felület, jó rozsdagátló tulajdonságokkal rendelkezik.
Újszerű kialakítás a merev ütés elkerülése érdekében befogáskor.
8)Automata forgácseltávolító és cirkulációs hűtőberendezés:
A munkapad hátulján egy automatikus forgácseltávolító, a végén pedig egy szűrő található.Az automatikus forgácseltávolító lapos láncos, egyik oldalára hűtőszivattyú van beépítve.A chip kimenete a központi vízszűrő rendszerhez csatlakozik.A hűtőfolyadék a forgácskidobóba áramlik.A forgácskidobó emelőszivattyú a hűtőfolyadékot a központi vízszűrő rendszerbe hajtja.A nagynyomású hűtőszivattyú keringeti a szűrt hűtőfolyadékot vágás és hűtés céljából.És fel van szerelve egy forgácsszállító kocsival, amivel nagyon kényelmes a vasforgács szállítása.Ez a berendezés belső és külső hűtőrendszerrel van felszerelve a vágók számára.Nagy fordulatszámú fúrásnál a marókat belső víz és külsőleg enyhe marás során hűtik.
Alacsony vízszint riasztó
1) Amikor a hűtőfolyadék a szűrőben a középső folyadékszinten van, a rendszer automatikusan bekapcsolja a motort az indításhoz, és a forgácseltávolító hűtőfolyadéka automatikusan a szűrőbe áramlik.A magas folyadékszint elérésekor a motor automatikusan leáll.
2) Ha a szűrőben lévő hűtőfolyadék szintje alacsony, a rendszer automatikusan figyelmezteti a folyadékszint-mérőt, az orsó automatikusan visszahúzza a szerszámot, és a gép felfüggeszti a munkát.
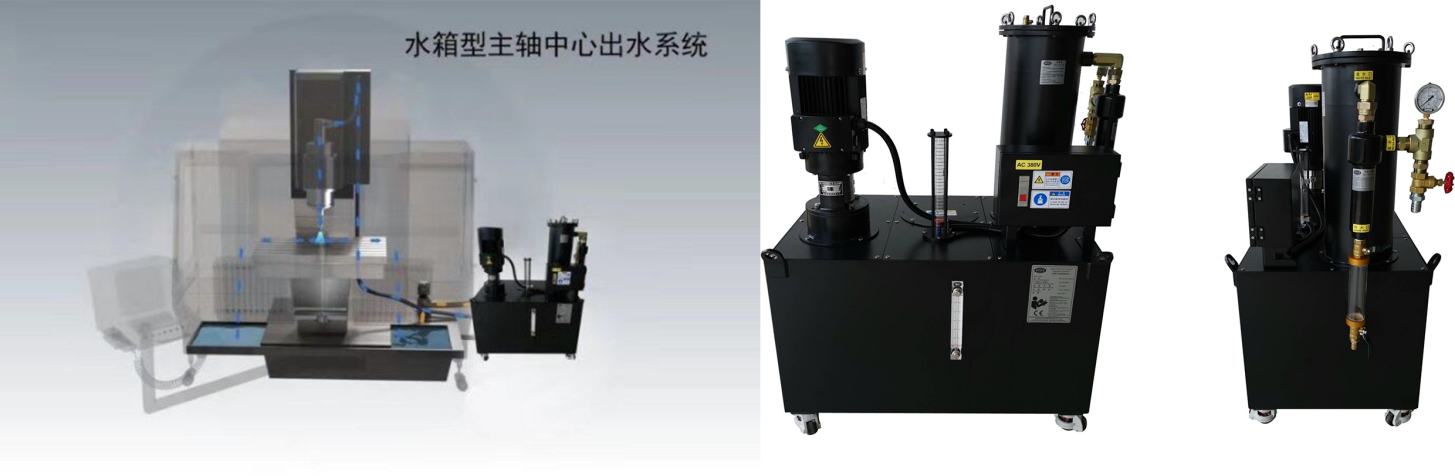
9)Központi kimeneti szűrőrendszer:
A gép alapkivitelben központi vízszűrő rendszerrel van felszerelve, amely hatékonyan képes kiszűrni a hűtőfolyadékban lévő szennyeződéseket.A belső permetező vízrendszer megakadályozhatja, hogy a vascsapok összegabalyodjanak a szerszámon a feldolgozás során, csökkenti a szerszám kopását, meghosszabbítja a szerszám élettartamát, javítja a munkadarab felületi minőségét, A penge csúcsának nagynyomású vízkivezető csapja jól védi a munkadarab felületét, védi a nagy sebességű forgócsuklót, megakadályozza a szennyeződések eltömődését a forgócsuklóban, és javítja a munkadarab általános minőségét és a munka hatékonyságát.
10)Golyós csavarral és motorral integrált ülés:
A motoralap egy nagy koncentrikusságú termék, amely összeköti a golyóscsavart és a motort.A szögérintkezős párosított csapágy (C5 pontossági fokozat) be van építve, hogy javítsa a pontosságot és biztosítsa a golyóscsavar nulla axiális hézagát, amikor a motor előre- és hátramenetben van.Különösen alkalmas nagy sebességű berendezésekhez.
Összeszerelési pontosság: a golyóscsavar és a motor egybe van szerelve a motortalpon keresztül.Csökkentse a motortengely és a golyóscsavar tengely koncentrikussági hibáját, szabályozza plusz-mínusz 0,01 mm-re, és a homlokfelület merőlegessége 0,01.
11)Négykarmos önközpontosító asztal(választható)
Az önközpontosító berendezések munkaasztala négypofás hidraulikus önközpontosító tokmányokkal van felszerelve.A munkadarab automatikusan központosítható egy bilincsbe anélkül, hogy minden munkadarab járőrözne, hogy megtalálja a középpontot.A rögzítés gyors és kényelmes.
Oldja meg azt a problémát, hogy az 1600 mm-nél kisebb átmérőjű mutatókörrel rendelkező munkadarabot az adagolás után nyomólappal rögzítjük, majd megkeressük a középpontot, ami kevesebb időt és hosszabb befogási időt vesz igénybe, mint a feldolgozási idő.
Az önállóan kifejlesztett, nagy pofalökettel rendelkező, öncentráló négypofás tokmány megnehezíti, hogy a munkadarab befogáskor hozzáérjen a pofához.A betétes szalagszerkezetet használjuk. Megoldja azt a helyzetet, hogy a hidraulikus vagy pneumatikus pofák kis mozgást végeznek a piacon, és a nagy munkadarabok emeléskor megütik a pofákat, és károsítják a tokmányokat.
A munkapadon lévő négy pofa szétszerelhető, a hátsó munkapad eltávolítása pedig egy normál platform, saját T-horonnyal. A gyűrűn kívül más munkadarabok alkalmazási körét is bővíti.
Specification
| Modell | BOSM-DT1010 | BOSM-DT2010 | BOSM-DT2016 | BOSM-DT2525 | |
| Működési méret | Hosszúság*Szélesség (mm) | 1000x1000 | 2000x1000 | 2000x1600 | 2500x2500 |
| Függőleges fúrófej | Orsó kúpos | BT40/ BT50 | BT40/ BT50 | BT40/ BT50 | BT40/ BT50 |
| Fúrás átmérője (mm) | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | |
| Menet átmérő (mm) | M24 / M36 | M24 / M36 | M24 / M36 | M24 / M36 | |
| Orsó fordulatszám (r/perc) | 30-3000 | 30-3000 | 30-3000 | 30-3000 | |
| Orsó teljesítmény (Kw) | 15/22 | 15/22 | 15/22 | 15/22 | |
| Távolság az orsó alsó végétől a munkafelületig (mm) | 200-600 / 400-800 | 200-600 / 400-800 | 200-600 / 400-800 | 200-600 / 400-800 | |
| Ismételt pozicionálási pontosság (X/Y/Z) | X/Y/Z | ±0,01/1000 mm | ±0,01/1000 mm | ±0,01/1000 mm | ±0,01/1000 mm |
| Bruttó tömeg (T) | 8.5 | 11 | 13.5 | 16.5 | |
| Magazin eszköz | Vonal szerszámtár | ||||
Minőségellenőrzés
A Bosman minden gépe az Egyesült Királyság RENISHAW cég lézeres interferométerével van kalibrálva, amely pontosan ellenőrzi és kompenzálja a hangemelkedési hibákat, a holtjátékot, a pozicionálási pontosságot és az ismételt pozicionálási pontosságot, hogy biztosítsa a gép dinamikus, statikus stabilitását és feldolgozási pontosságát..Golyórúd-teszt Minden gép a brit RENISHAW cég golyósorsú tesztelőjét használja a valódi kör pontosságának és a gép geometriai pontosságának korrigálására, és egyidejűleg körkörös forgácsolási kísérleteket is végez, hogy biztosítsa a gép 3D-s megmunkálási pontosságát és körpontosságát.

Szerviz előtt és után
1) Szerviz előtt
Az ügyfelek kérésének és szükséges információinak tanulmányozása, majd mérnökeinknek adott visszajelzése révén a Bossman Technical csapata felelős az ügyfelekkel folytatott műszaki kommunikációért és a megoldások megfogalmazásáért, segítve az ügyfeleket a megfelelő megmunkálási megoldás és a megfelelő gépek kiválasztásában.
2) Szerviz után
V. A gép egy év garanciával és az élethosszig tartó karbantartásért fizetett.
B. A gép rendeltetési kikötőbe érkezését követő egyéves jótállási időszak alatt a BOSSMAN ingyenes és időszerű karbantartási szolgáltatásokat nyújt a gép különféle nem ember által okozott hibáira, és időben cserél mindenféle nem ember által okozott sérülést. díjmentesen.A garanciális időszakon túli meghibásodásokat megfelelő díjak ellenében ki kell javítani.
C. Technikai támogatás 24 órán belül online, TM, Skype, E-mail, a kapcsolódó kérdések időben történő megoldása.Ha nem megoldható, a BOSSMAN azonnal gondoskodik az értékesítés utáni mérnök helyszínre érkezéséről javítás céljából, a vevőnek ki kell fizetnie a VISA-t, a repülőjegyeket és a szállást.
Cég webhelye






