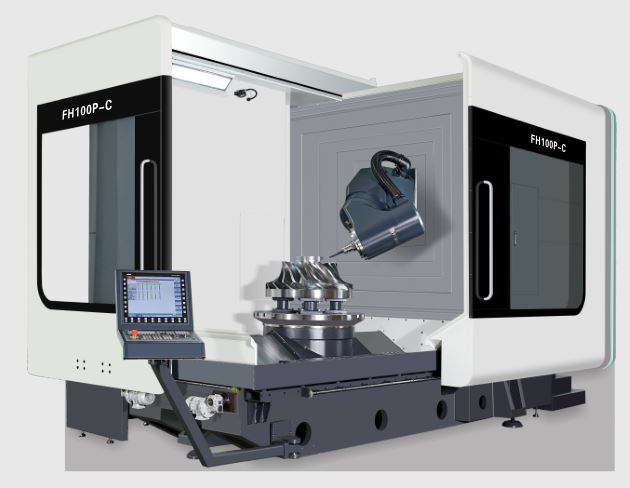
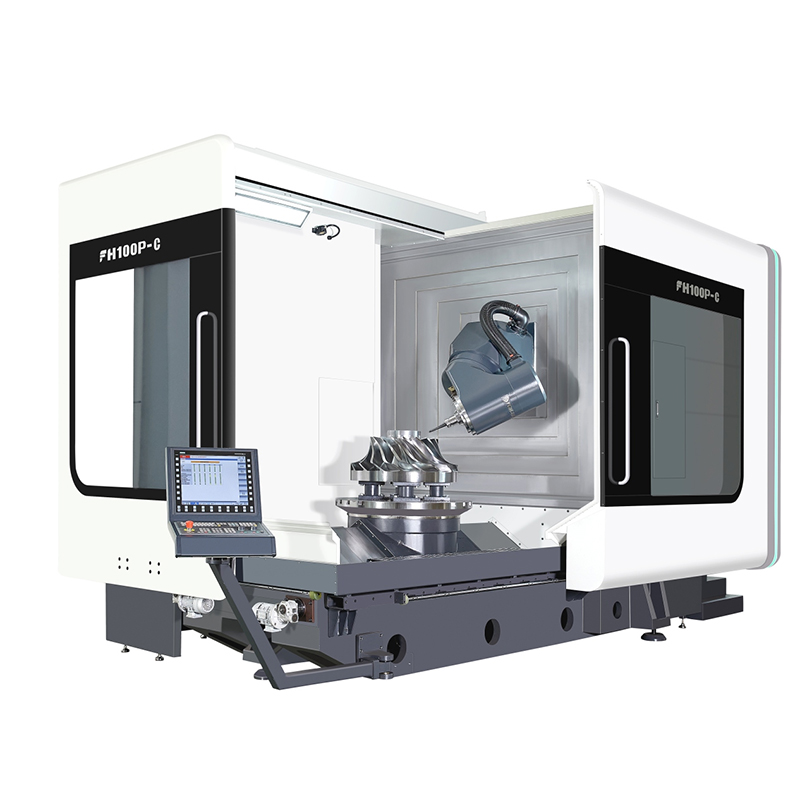
5 tengely szimultán marás esztergálás 100P-C
Szállítási terjedelem
Szabványos tartozékok funkciótáblázata (lásd az elektromos vezérlőrész vezérlő funkcióját)
1. Siemens 840DSL vezérlő
2. Márka saját öttengelyes többfunkciós lengőfej
3. Elektromos orsó DGZX-24012/34B2-KFHWVJS
4. HSK-A100 40 szerszámtáros automatikus szerszámcsere rendszer
5.X/Y/Z üreges hűtőgolyós csavarhajtás
6. 7 görgős lineáris szán (3 az X tengelyhez, 2 az Y/Z tengelyhez) – BOSCH REXROTH
7. X/Y/Z háromtengelyes, teljesen zárt hurkú optikai vonalzó
8. Elektromos doboz hőmérséklet-szabályozó készülék
9. Orsóhűtő
10. Spirális forgácshengerlő berendezés és hátsó vasforgácsszállító vasforgácskocsi
11. Víz az orsó közepétől, gyűrűs vízpermet
12. Fújjon levegőt az orsó közepén, és fújja be a levegőt a gyűrűbe.
13. Az öttengelyű fejű félhold vizet fúj, a félhold pedig levegőt.
14. 1 típusú biztonsági retesz első és oldalsó munkaajtókhoz
15. Orsó cirkulációs hűtőberendezés.
16. Vízálló működő fénycső
17. Hidraulika állomás berendezés
18. Renishaw OMP60 infravörös szonda egység
19. Renishaw lézeres szerszámbeállító
20. Központi központosított automatikus adagoló kenőberendezés
21. Működési oldal tisztító vízpisztoly és levegő interfész
22. Vágófolyadék hűtőrendszer
23. Teljesen zárt védőlemez
24. Műveleti doboz
25. Az elektromos doboz klímaberendezéssel van felszerelve
26. Siemens elektronikus kézikerék
27. Lábbal működtetett orsószerszám kioldó kapcsoló
28. Alapozó párnák és alapcsavarok
29. Beállító eszközök és szerszámosládák
30. Műszaki kézikönyv
Paraméter
| Tétel | Uni | FH100P-C |
| X tengely mozgása | mm | 1000 |
| Y tengely mozgása | mm | 1150 |
| Z tengely mozgása | mm | 1000 |
| Távolság az orsó orrától a munkaasztal felületéig | mm | 160-1160 |
| Vízszintes marófej | mm | 30-1030 |
| Előtolás/gyors mozgási sebesség | m/perc | 40 |
| Etetési erő | KN | 10 |
| Forgóasztal (C tengely) | ||
| Munkaasztal mérete | mm | Ø1050 |
| Max. asztali terhelés (malom) | kg | 4000 |
| Max. asztalterhelés (esztergálás) | kg | 3000 |
| Forgóasztal | fordulat | 45 |
| Maró/esztergáló ébresztőasztal (összetett marás és esztergálás) | fordulat | 500 |
| Minimális osztási szög | ° | 0,001 |
| Névleges nyomaték | Nm | 1330 |
| Maximális nyomaték | Nm | 2630 |
| CNC lengőmarófej (B tengely) | ||
| Lengési tartomány (0=függőleges/180=szint) | ° | -15-180 |
| Gyors mozgás és etetési sebesség | fordulat | 103 |
| Minimális osztási szög | ° | 0,001 |
| Névleges nyomaték | Nm | 1050 |
| Maximális nyomaték | Nm | 2130 |
| Orsó (esztergálás és marás) | ||
| Orsó fordulatszám | fordulat | 10000 |
| Orsó teljesítmény | Kw | 42/58 |
| Orsó nyomatéka | Nm | 215/350 |
| Orsó csap |
| HSKA100 |
| Távolság az orsó középpontjától gerendavezető felület | mm | 1091,5 |
| Modell | Egység | FH100P-C |
| Szerszámmagazin | ||
| Szerszám interfész |
| HSKA100 |
| Szerszámtárkapacitás | PCS | 40 |
| Max.szerszám átmérő/hossz/súly |
| Ø135/300/12 |
| Szerszámkapcsoló (Tool to) | S | 2 |
| Mérőeszköz | ||
| Infravörös szonda | Rensishaw OMP60 | |
| Szerszámérzékelő műszer a munkaterületen | Rensishaw NC4F230 | |
| Feldolgozási kapacitás | ||
| Max. fúrási átmérő (közepes acél) |
| Ø50 |
| Max. menetfúró átmérő (közepes acél) |
| M40 |
| Max. marási átmérő (közepes acél) |
| 250 |
| Pontosság (ISO230-2 és VDI3441) | ||
| X/Y/Z pozicionálási pontosság | mm | 0,006 |
| X/Y/Z Ismételje meg a pozicionálási pontosságot | mm | 0,004 |
| B/C pozicionálási pontosság |
| 8" |
| B/C Ismételje meg a pozicionálási pontosságot | 4" | |
| Irányító rendszer |
| Siemens 840D |
| A gép magassága (általános gép) | mm | 3650 |
| A fő gép által elfoglalt terület (L*W) | mm | 5170x3340 |
| Foglalt terület a szerszámtár számára (L*W) | mm | 1915x1400 |
| Foglalt terület a forgácsszállító számára (L*W) | mm | 3120x1065 |
| A víztartály foglalt területe (L*W) | mm | 1785x1355 |
| A teljes elfoglalt terület a teljes gépig (L*W) | mm | 6000x3750 |
| A gép súlya | Kg | 21000 |
CNC gépvezérlő
| Vezérlőrendszer | Siemens 840DSL (motor és hajtás) | ||
| Vezérlő tengelyek száma | 5 tengelyes egyidejű marás egyidejű esztergálással (NC tengely + orsó, BC tengely) | ||
| 5 tengely egyidejű vezérlése Egyidejű marás esztergálással | pozicionálási tengely | Standard X, Y, Z, B, C | |
| interpoláció | egyenes vonal | X, Y, Z, B, C tengelyek (X, Y, Z, B, C kompenzálható) | |
| ív | X, Y, Z, B, C tengelyek (X, Y, Z, B, C kompenzálható) | ||
| Minimális oktatási egység | 0,001 um | ||
| minimális vezérlőegység | 0,1 nm | ||
| Kijelző | 19 LCD | ||
| Motor | Háromszoros túlterhelési képesség abszolút kódolóval (a kódoló pozíciója soha nem vész el) | ||
| Külső kommunikációs funkció | Ethernet és RS232C interfész | ||
| Üzemmód | MDI, Auto, Manuális, Kézikerék, Origin (abszolút), REPOS | ||
| programozottan | Online ISO nyelvi szerkesztő | ||
| Maximális PLC programozási tárolókapacitás | 2048 KB | ||
| Interpolációs funkció | Egyenes vonalak, körök a középpontokon át és átmenve, spirálok, finom felületek, nagy sebességbeállítások stb. | ||
| Szerszámkorrekciók száma | 512 csoport | ||
| Kézikerekes nagyítás | 0,1/0,01/0,001 mm | ||
| Minimális beállítási és mozgatási egységek | 1um/X,Y,Z | ||
| adatmentés | Kikapcsoláskor a memóriaadatok soha nem vesznek el | ||
| előtolási sebesség | 0–150% | ||
| Gyors előre nagyítás | 0%-100% | ||
| Bemeneti és kimeneti interfész | Ethernet és RS232C interfész, CF kártya, USB háttértár | ||
| megjelenítési nyelv | kínai és angol | ||
Szabványos konfigurációs mennyiség
| No | Tartozék neve | egység | Menny |
| 1 | lábkapcsoló | készlet | 1 |
| 2 | Hidraulikus rögzítő mechanizmus | készlet | 1 |
| 3 | Központi kenőberendezés | készlet | 1 |
| 4 | hűtőrendszer | készlet | 1 |
| 5 | működő lámpa | készlet | 1 |
| 6 | Háromszínű fény | készlet | 1 |
| 7 | vízszintes híd | Db | 1 |
| 8 | Szerszámgép rögzítések | készlet | 1 |
| 9 | Szabványos szerszámcsomag | készlet | 1 |
| 10 | biztonsági ajtózár | készlet | 1 |
| 11 | alapozó készlet | készlet | 1 |
| 12 | Szerelje be a beállító szerszámot | készlet | 1 |
| 13 | Merev menetfúrás és orsó többpontos pozicionálás | készlet | 1 |
| 14 | Csavaros szállítószalag és automatikus forgácseltávolító gép | készlet | 1 |
| 15 | Szabványos hidraulikus rendszer | készlet | 1 |
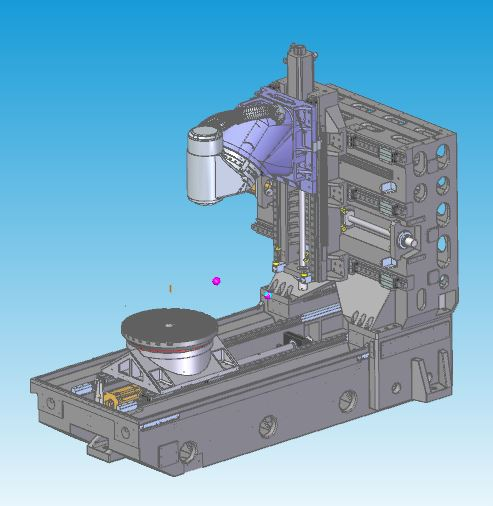
Tervezési jellemzők | A legjobb mechanikus huzalöntési elemzési terv
Teljes doboz típusú termoszimmetrikus öntvényszerkezet, Meehanna minőségű, kiváló minőségű öntöttvas felhasználásával
Temperáló és természetes öregedéskezelés a belső stressz megszüntetésére
A szerkezeti sajátfrekvenciás vibráció kiküszöböli az anyagfeldolgozási feszültséget
Nagy felületű, nagy merevségű oszlopkialakítás teljes falú, hatékonyan javítja a merevséget, valamint a statikus és dinamikus pontosságot
Háromtengelyes üreges hűtőcsavar meghajtás
CNC lengőmarófej (B tengely)

Tervezési jellemzők
Beépített DD motor nulla sebességváltó lánc, holtjáték nélküli kialakítás
Nagy gyorsulási jellemzők
Az orsó szerszám orrpontja és a szerkezeti támaszpont közötti legrövidebb fesztáv biztosítja a forgácsolás maximális merevségét
A nagyobb YRT csapágyak növelik a merevséget
Felszerelt HEIDENHAIN nagy pontosságú forgó jeladó mérőrendszerrel, teljesen zárt hurkú vezérléssel a legjobb pontosság érdekében
Orsós és B-tengelyes hűtőrendszer kialakítása a hőátadás csökkentésére
Forgóasztal (C tengely)

Tervezési jellemzők
Beépített DD motor nulla sebességváltó lánc, holtjáték nélküli kialakítás
Nagy gyorsulási és lassulási válaszjellemzők
A nagyobb YRT csapágyak növelik a merevséget
Nagy névleges forgatónyomaték, pozicionálás és feldolgozás asztali pozicionáló és befogó eszközzel
Megfelel a két feldolgozási igénynek, a marásnak és a marásnak-esztergálásnak, csökkenti a munkadarab kezelését és javítja a termék pontosságát
Felszerelt HEIDENHAIN nagy pontosságú forgó jeladó mérőrendszerrel, teljesen zárt hurkú vezérléssel a legjobb pontosság érdekében
A hűtőrendszer kialakítása a hőátadás csökkentésére
Emelhető szerszámbeállító

Tervezési jellemzők
Ransishaw NC4F230 érintésmentes lézeres szerszámbeállítóval felszerelve a nagyobb pontosság érdekében
Automatikus szerszámbeállítás a gépen, a szerszámkompenzáció automatikus frissítése
A szerszámbeállító eszköz felemelhető és leengedhető, így a megmunkáló felület helye megtakarítható
A teljesen zárt fémlemez kialakítás megvédi a szerszámbeállítót a víztől és a vasreszeléktől a feldolgozás során
Infravörös szonda
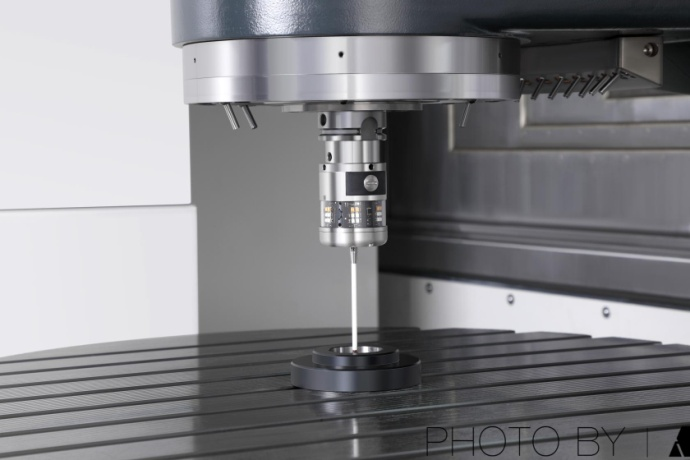
Tervezési jellemzők
Ransishaw OMP60 optikai tapintóval felszerelt
A munkadarabok gépi igazítása és méretellenőrzése, csökkenti a kézi ellenőrzési hibákat, javítja a termék pontosságát és a feldolgozási hatékonyságot
90%-os megtakarítás a gépi segítségnyújtás során